 Skip to content
Skip to content Harnessing its remarkable attributes of high efficiency, precision, impressive results, seamless automation integration and others, laser welding finds wide application in various industries, proving instrumental in industrial production and manufacturing – including but not limited to the military, medical, aerospace, 3C auto parts, mechanical sheet metal, new energy, sanitary hardware and other fields.
Still, any fabrication technique that is not thoroughly understood or mastered can inadvertently yield certain defects or substandard products, laser welding being no exception. Only by understanding these defects and learning how to avoid their occurrence can we optimize the value of laser welding, fabricating exquisite, high-quality products. Our dedicated welding application engineers have meticulously compiled solutions to some of the most common welding defects based on their extensive experience for your perusal.
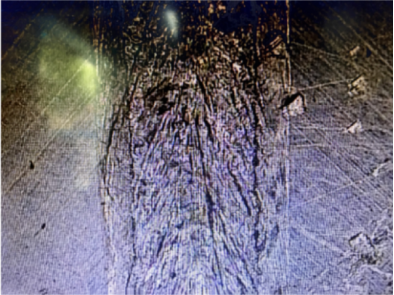
1. Cracks
The cracks that occur during laser continuous welding mainly consist of thermal cracks, such as crystalline cracks, liquefaction cracks, etc., and the primary cause is the significant shrinkage force exerted on the weld before its complete solidification.
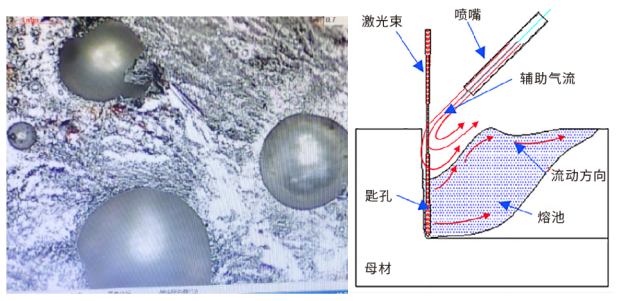
2. Stomata
Porosity is a defect that is more likely to manifest in laser welding. The molten pool of laser welding is deep and narrow, and the cooling rate is extremely fast, with the gas generated in the liquid molten pool lacking sufficient time to escape, potentially leading to the formation of pores. However, laser welding cools rapidly, and the resulting porosity is typically smaller than that of traditional fusion welding. Preparing the surface of the workpiece before welding can reduce the propensity for porosity, and the direction of blowing can also affect porosity.
3. Splash
The spatter generated by laser welding can significantly compromise the surface quality of the weld and can contaminate and damage the lens. Splash is directly related to power density, and spatter can be mitigated by judiciously reducing welding energy. If the penetration depth is insufficient, the welding speed may be reduced.

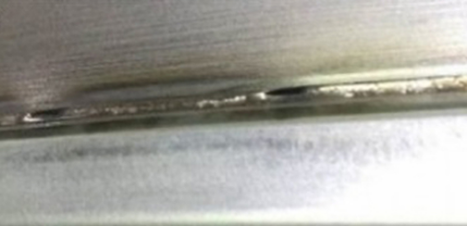
4.undercut
If the welding speed is excessive, the liquid metal at the back of the hole pointing to the center of the weld does not have time to redistribute, and it solidifies on both sides of the weld, causing undercuts to form. If the joint assembly gap is too large, the molten metal in the caulking is reduced, and undercuts are also prone to occur. At the conclusion of laser welding, if the energy drop time is too fast, the hole is susceptible to collapse, resulting in local undercut, and the control of power and speed matching can correct the undercut.
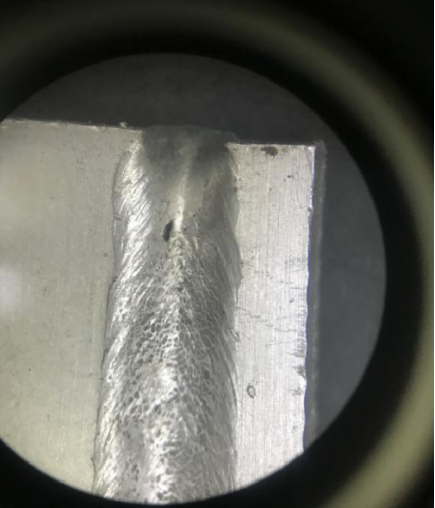
5. Collapse
If the welding speed is slow, the molten pool is expansive and wide, the volume of molten metal escalates, and the surface tension struggles to sustain the heavier liquid metal, the center of the weld will subside, forming collapses and pits, and it is essential to reduce the energy density appropriately to prevent the molten pool from collapsing.
By correctly identifying the defects generated in the laser welding process and understanding the causes of various defects, we can solve the problem of abnormal welds in laser welding in a more precise way.



